用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质
发布时间:2024-05-19 21:35:55
以下是:用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 4100元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q355B |
|---|
| 产品品牌 | 鑫豪 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 天津 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 450 |
|---|
| 工作温度 | 480 |
|---|
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
|---|
| 螺旋管生产工艺 | 埋弧焊 |
|---|
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |
|---|
以下是:用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质的图文视频
导读 采购:用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质, 湖北鑫豪管业有限公司为您提供用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质最新资讯, 【湖北鑫豪管业有限公司xhgy3703-71】联系人:于经理,地址:天津静海大邱庄镇发货到湖北。 湖北省 湖北省,简称“鄂”,别名楚、荆楚,中华人民共和国省级行政区,省会武汉。地处中国中部地区,东邻安徽,西连重庆,西北与陕西接壤,南接江西、湖南,北与河南毗邻,介于北纬29°01′53″—33°6′47″、东经108°21′42″—116°07′50″之间,东西长约740千米,南北宽约470千米,总面积18.59万平方千米,占中国总面积的1.94%。截至2022年12月31日,湖北省辖12个地级市、1个自治州,39个市辖区、26个县级市、37个县(其中2个自治县)、1个林区。截至2022年末,湖北省常住人口5844万人。
想要更直观地感受用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质的图文介绍
螺旋管,【镀锌无缝管】大厂生产品质")
螺旋管,【镀锌无缝管】大厂生产品质")
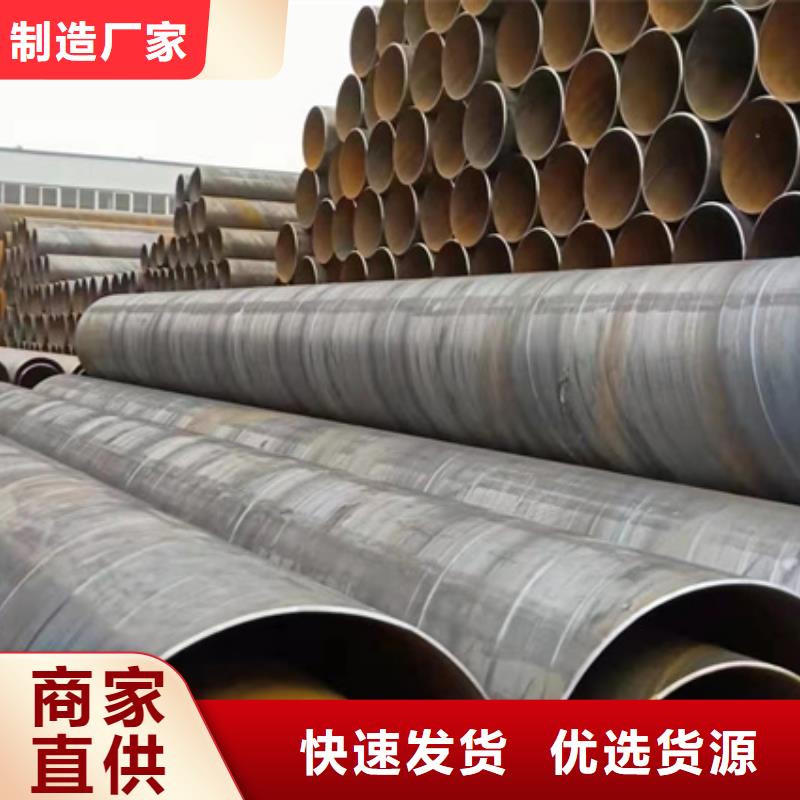
2、螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
螺旋管,【镀锌无缝管】大厂生产品质")
螺旋管的制作工艺都有哪些:
螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
螺旋管,【镀锌无缝管】大厂生产品质")
螺旋管,【镀锌无缝管】大厂生产品质")
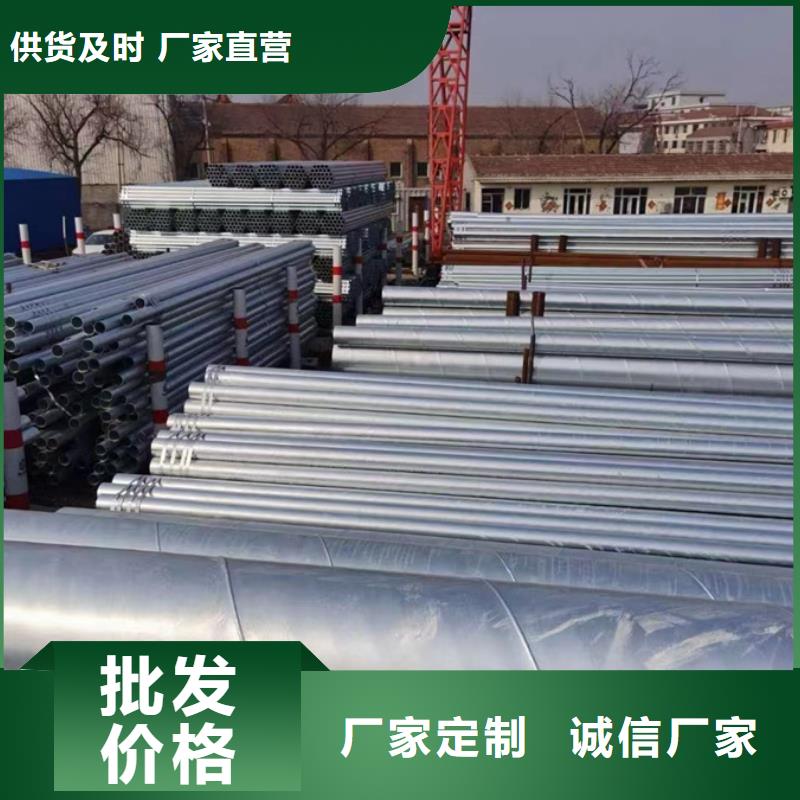
镀锌无缝管厂家直销,库存充足,规格齐全,欢迎来电咨询,价格有优惠,诚信至上,满足你的需求是湖北鑫豪管业有限公司不懈的追求!
螺旋管,【镀锌无缝管】大厂生产品质")
螺旋管,【镀锌无缝管】大厂生产品质")
总结 采购于经理,用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质, 湖北鑫豪管业有限公司为您提供用途广泛(鑫豪)螺旋管,【镀锌无缝管】大厂生产品质最新资讯, 【湖北鑫豪管业有限公司xhgy3703-71】联系人:于经理,地址:静海大邱庄镇。